Still no update on when I'll be able to get the reamer rental but with the snow falling outside, and the USPS finally decided to deliver a piece of 3/4" brass rod after holding it hostage for more than a week, I was able to make some progress today. Though, not be able to do any work to the gun itself.
The main reason why I needed the brass rod, was one thing that is necessary to do this is a barrel shim. It slides into the barrel precisely the correct dimensions and has a hole through it to keep the tool straight with the bore as you're cutting the threads and doing the work. Without a proper sized shim, there would be very small likelihood of success threading it. I had intended to use a piece of aluminum rod, however, the rental company warned against it because of the possibility/likelihood of the aluminum getting hot and galling either the barrel or the tool.
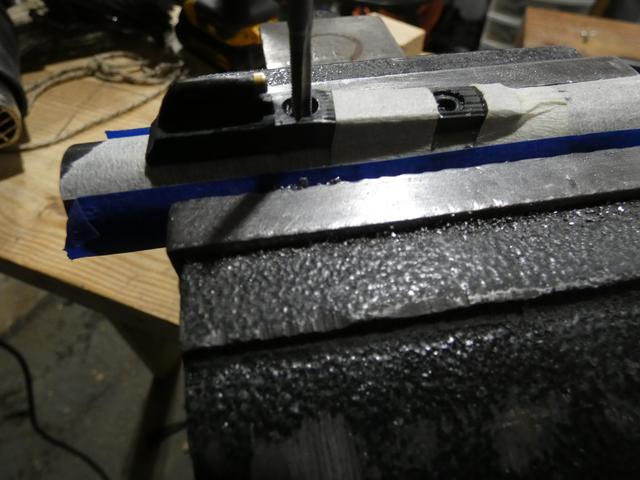
Here is a quick snapshot of what the brass shim looks like in use. I took this pic while using a 12 ga reamer and tap in an earlier project, but does show the brass shim.
Since there are no 16 gauge shim sets available (to rent or purchase or otherwise) I had to resort to making my own. And thus, the need to purchase a small piece of 3/4" brass rod, that I turned down on the lathe until I could barely slide it into the barrel. The last several passes on the lathe were the most stressful part of that process because removing too much material, would've rendered it useless. But, I was able to get the diameter that I was needing after some time on the lathe.
I have not drilled out through the center of the rod to accommodate the tool itself yet. Since I've never had a 20 ga tool, I'm going to refrain from drilling out a pilot hole until I find out what the diameter of the shaft on the tool is when I get it in hand. Again, that is not a step that can be halfway done right either. It needs to be a precision diameter so the tool doesn't have too much slop in it, again, causing the reaming and threading to be off.
So, here's a quick snapshot of what will be my 16 gauge shim after I turned the diameter down to the proper size. Maybe someone will appreciate the machinework.
I have used a center finding bit to start the bore hole, but it's barely into the metal. It's not really bored into more than just to get below the face. Only enough to help direct and hold the bit in the center of the work piece when I do that step in the process so the bit doesn't try to walk or flex as it's starting, which would likely cause an offset hole through the rod, which again, would mess up the thread tolerances resulting in bad ju-ju.
Below you can see how it fits in the barrel that I'll be threading. Just enough tolerance to where it slides and fits into the barrel. Precisely how it should be. No wiggle room at all, but not a press fit either. I'm well satisfied how this part turned out.